Технология капитального ремонта
Работа начинается с разборки всего двигателя.
Последовательность разборки
- Сливаются тосол, масло
- Отсоединяются: — выхлопные патрубки («штаны»); — термостат, радиатор, отопитель салона, помпа
- Отвинчиваются: — картер, — головка БЦ, — КПП, — Масляный насос и задняя крышка коленчатого вала, — шатуны с поршнями, — сам коленвал;
- Освобождаются шатуны (выбиваются пальцы из поршней).
Выявление дефектов
Износ ЦПГ определяется визуально, а также при посредстве микрометра. Наиболее частые изъяны:
- в кольцах: — поломка, — истончение (увеличен зазор в стыках);
- в поршнях: — прогар в верхней части, — поломка межколечных перегородок;
- на гильзе: — выработка, — механическое повреждение (от сломанных колец, осколков перегородок).
Устранение неполадок
Замена поршневой группы является главным, но не единственным звеном в капитальном ремонте двигателя. Её сопровождают:
- Расточка блока цилиндров под один из стандартных размеров (больший, чем предыдущий);
- Подборка комплектов: — ремонтных колец, — поршней с монтажными пальцами для шатунов ;
- Растачивание под ремонтный стандарт коленвала;
- Покупка соответствующих вкладышей.
Что еще учесть при проведении тюнинга
Не нужно останавливаться на достигнутом. Так как вы увеличили мощность и крутящий момент, нужно предусмотреть и более эффективную смазку. Без модернизации масляного насоса никуда не деться. Систему смазки лучше всего дополнить канавками с внутренней стороны вкладышей. Занятие не из легких, так как эти элементы с трудом подвергаются какой-либо обработке. Но выполнить все можно, хоть и затратите время. Также позаботьтесь о системе охлаждения. Режим работы мотора существенно изменился, поэтому со стандартным теплообменником он может перегреваться.
Применение сцепления усиленного типа обязательно, так как крутящий момент вышел в плюс. Стандартные диски могут просто не выдержать возросших нагрузок. Выжимной подшипник также подбирается, исходя из новых характеристик. Но самое главное – это модернизация тормозов. Увеличение площади соприкосновения колодки с диском – это эффективное решение для обеспечения торможения. На колесах сзади следует отказаться от применения барабанных механизмов, отдавайте предпочтение дисковым. Любой легковой автомобиль можно переоборудовать таким образом. И если изменяются размеры поршневой группы, проводится облегчение, то в обязательном порядке требуется усовершенствование всех агрегатов автомобиля.
Несколько советов
Главная рекомендация состоит в следующем: не пытайтесь проводить тюнинг или ремонт двигателя, если не уверены в своих силах либо вообще не понимаете, для чего нужны те или иные узлы. Отдайте все в руки профессиональных мастеров, которые сделают работу максимально качественно.
Если вы желаете провести ремонт, то оцените и свои финансовые возможности. Даже самостоятельное его проведение выльется в копеечку. Порой выгоднее оказывается приобрести двигатель с небольшим пробегом, нежели восстанавливать свой. А так как мотор – это запчасть, а не номерной агрегат, то регистрация в ГИБДД не требуется (если он установлен с автомобиля той же модели).
Источник
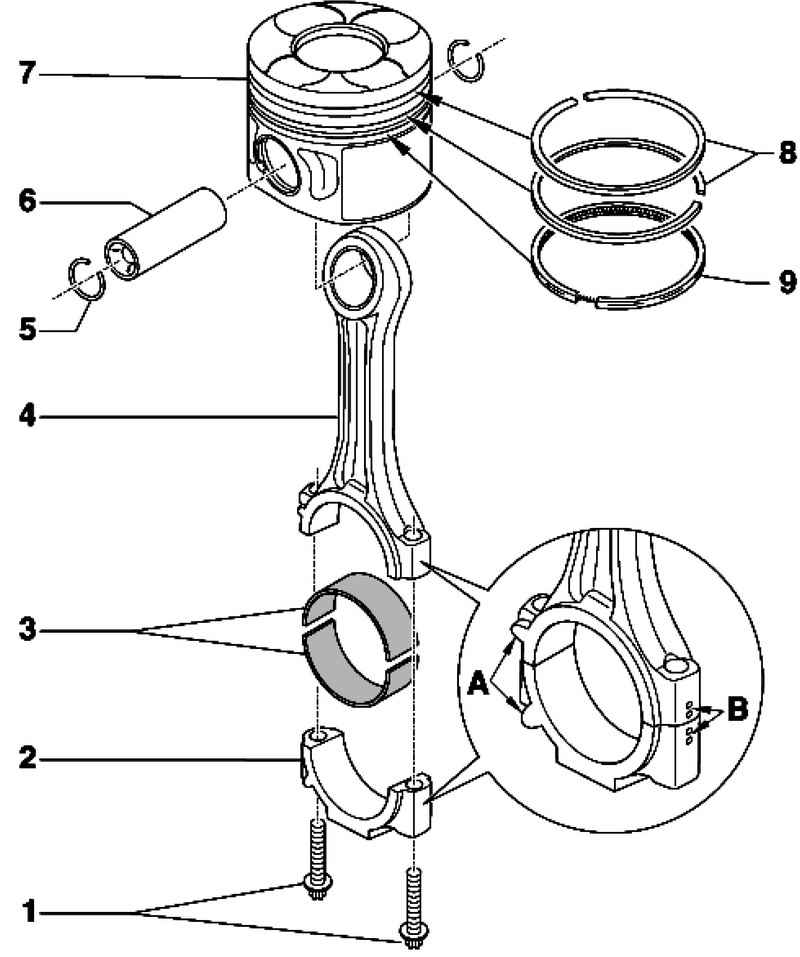
3.3.7.7. Шатуны и поршни
Проверка
ПОРЯДОК ВЫПОЛНЕНИЯ
1
Аккуратно очистите поршни от нагара и осторожно снимите кольца. 2
Удалите нагар из канавок поршневых колец с помощью приспособления (фото слева) или старым поршневым кольцом (фото справа).
3. Очистите от нагара днища поршней, промойте поршни и шатуны растворителем, тщательно прочистите дренажные масляные отверстия в канавках поршня.
4. Если следы значительного износа отсутствуют и если расточка цилиндров не требуется, то поршни менять не следует. Нормальный износ проявляется в виде следов равномерной вертикальной выработки на трущейся поверхности поршня и в виде небольшого ослабления посадки верхнего компрессионного кольца. Тем не менее, замена поршневых колец обязательна.
5. Тщательно проверьте наличие трещин на днище и юбке поршня, на бобышках поршневого пальца и на посадочных площадках поршневых колец. Если на поршне наблюдаются сколы и задиры, то это указывает на частый перегрев двигателя. В этом случае требуется тщательная проверка систем смазки и охлаждения.
6. Прогорание днища поршня свидетельствует о работе двигателя с неправильной установкой момента зажигания. Причиной обгорания днища поршня по краям как правило является аномальное сгорание (детонация), неправильное приготовление горючей смеси, отказ системы рециркуляции, ненормальная работа зажигания. Если обнаруживаются указанные дефекты, то надо найти их причину и устранить.
7. Коррозия поршня в виде небольших ямок (питтинга) свидетельствует о проникновении в камеру сгорания (а также в картер коленвала) охлаждающей жидкости.
8. Измерьте зазор между канавкой и новым кольцом. Если зазор превышает установленный предел, то поршень следует заменить.
9. Проверьте зазор между поршнем и цилиндром, измерив диаметр цилиндра (см. ) и диаметр поршня из данного цилиндра в соответствующих направлениях. Если зазор превышает установленный предел, то блок цилиндров подлежит расточке, а поршни и кольца следует заменить ремонтными.
10. Проверьте зазор между поршневым пальцем и головкой шатуна, для чего покачайте поршень и шатун в противоположных направлениях. Если люфт ощутимый, то необходим ремонт этого соединения в автосервисе.
11. Проверка головки шатунов и их деформации, а также соответствующий ремонт выполняются в автосервисе.
Предупреждение Самостоятельно разбирать поршень и шатун не допускается, кроме тех случаев, когда необходима замена поршня или шатуна.
12. Проверьте наличие на шатунах трещин и других повреждений. Снимите крышки шатунных подшипников, достаньте подшипники, протрите посадочные поверхности на крышке и на шатуне, проверьте наличие трещин, царапин и задиров. После проверки соберите шатун, установив на место подшипники, затяните гайки от руки.
Предупреждение Если двигатель разобран из-за заклинивания, то шатуны подлежат обязательной замене.
| предыдущая страница3.3.7.6. Хоннингование цилиндров | следующая страница 3.3.7.8. Коренные и шатунные подшипники |
Конструкционные материалы деталей ЦПГ
Сегодня цилиндры и поршни двигателя чаще всего производят из алюминия или стали с различными присадками. Иногда для внешней части блока цилиндров используют алюминий, имеющий небольшой вес, а для гильзы, контактирующей с движущимся поршнем, – более прочную сталь.
В отличие от чугуна, который применялся ранее для изготовления деталей ЦПГ, внедрение алюминия – намного более легкого, но износостойкого материала – стало толчком к появлению мощных и высокооборотистых двигателей.
Поршневые кольца, наиболее подверженные износу и деформациям, производят из специального высокопрочного чугуна с легирующими добавками (молибденом, хромом, вольфрамом, никелем).
Значительные механические и тепловые циклические нагрузки отрицательно сказываются на работоспособности элементов цилиндро-поршневой группы. В то же время от их состояния напрямую зависит стабильная компрессия двигателя, обеспечивающая его уверенный холодный и горячий запуск, мощность, экологичность и другие эксплуатационные показатели.
Именно поэтому для изготовления поршней и других деталей ЦПГ применяются материалы, обладающие высокой механической прочностью, хорошей теплопроводностью, незначительным коэффициентом линейного расширения, отличными антифрикционными и антикоррозионными свойствами.
В целях снижения потерь на трение производители поршней покрывают их боковую поверхность специальными антифрикционными составами на основе твердых смазочных частиц: графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается, поршни снова испытывают высокие нагрузки, под влиянием которых изнашиваются и выходят из строя.
Состав на основе сразу двух твердых смазок – высокоочищенного дисульфида молибдена и поляризованного графита – применяется для первоначальной обработки юбок поршней или восстановления старого заводского покрытия.
MODENGY Для деталей ДВС имеет практичную аэрозольную упаковку с оптимально настроенными параметрами распыления, поэтому наносится на юбки поршней легко, быстро и равномерно.
На поверхности покрытие создает долговечную сухую защитную пленку, которая снижает износ деталей и препятствует появлению задиров.
MODENGY Для деталей ДВС полимеризуется при комнатной температуре, не требуя дополнительного оборудования.
Для подготовки поверхностей перед нанесением покрытия их необходимо обработать Специальным очистителем-активатором MODENGY. Только в таком случае производитель гарантирует прочное сцепление состава с основой и долгий срок службы готового покрытия. Оба средства входят в Набор для нанесения антифрикционного покрытия на детали ДВС.









Проведение тюнинга
При усовершенствовании узлов и агрегатов двигателя необходимо проводить их облегчение. Но нужно и учитывать то, что следует делать это разумно, без фанатизма, чтобы не ухудшить прочность и надежность механизмов. Например, у поршней стачивают юбку с внутренней стороны, что позволяет уменьшить вес на несколько грамм, но крутящий момент заметно увеличивается. Вся поршневая группа двигателя нуждается в значительном облегчении ее элементов. Аналогично производится уменьшение массы коленчатого вала: с его поверхности убирается слой металла. Маховик, расположенный на валу, тоже подвергается обработке: с внутренней части снимается лишний металл. Аналогичные действия проделать нужно и с шатунами.
Стоит заметить, что при усовершенствовании (тюнинге) таких агрегатов, как маховик, коленвал, распредвал, обязательно необходимо проводить по окончании центровку и балансировку. Поскольку это элементы, которые вращаются вокруг оси, если точка тяжести окажется смещена, то появится биение. И если оно слишком сильное, то разрушения агрегатов ждать останется не очень долго. Более простой способ, но с финансовой стороны не слишком выгодный, можно применить, если провести установку узлов для конкретного двигателя, уже прошедших процедуру облегчения. У них и форма несколько иная, и используемый материал по прочности не уступает стандартному, зато масса его намного меньше
Обратите внимание на поздние модификации моторов. Например, поршневая группа «ВАЗ-2101» может быть заменена на более совершенные элементы модели 2103 или 2106
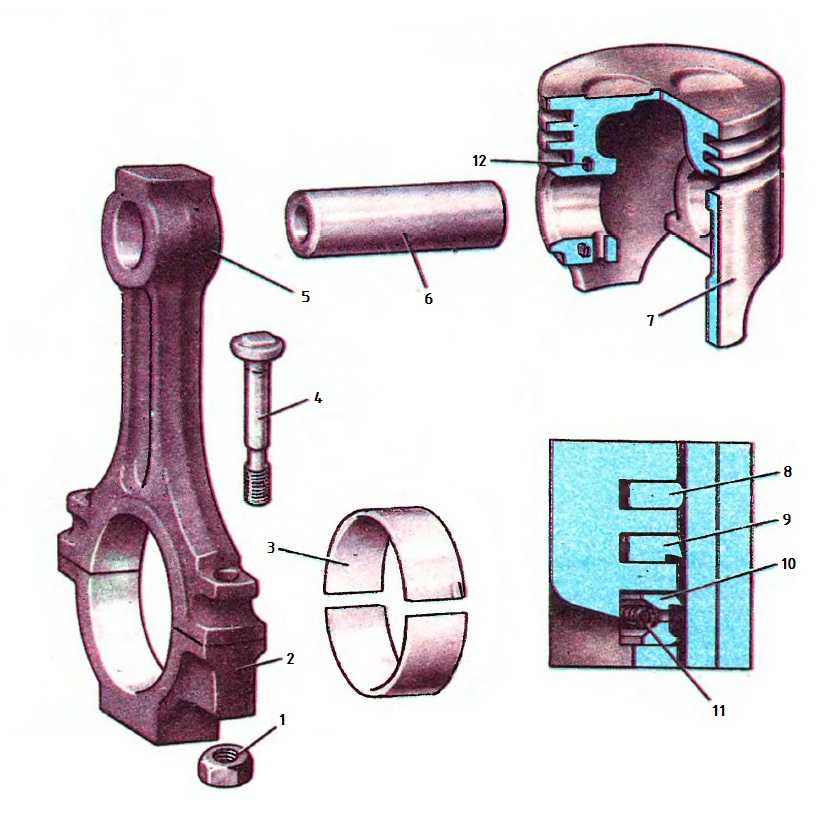
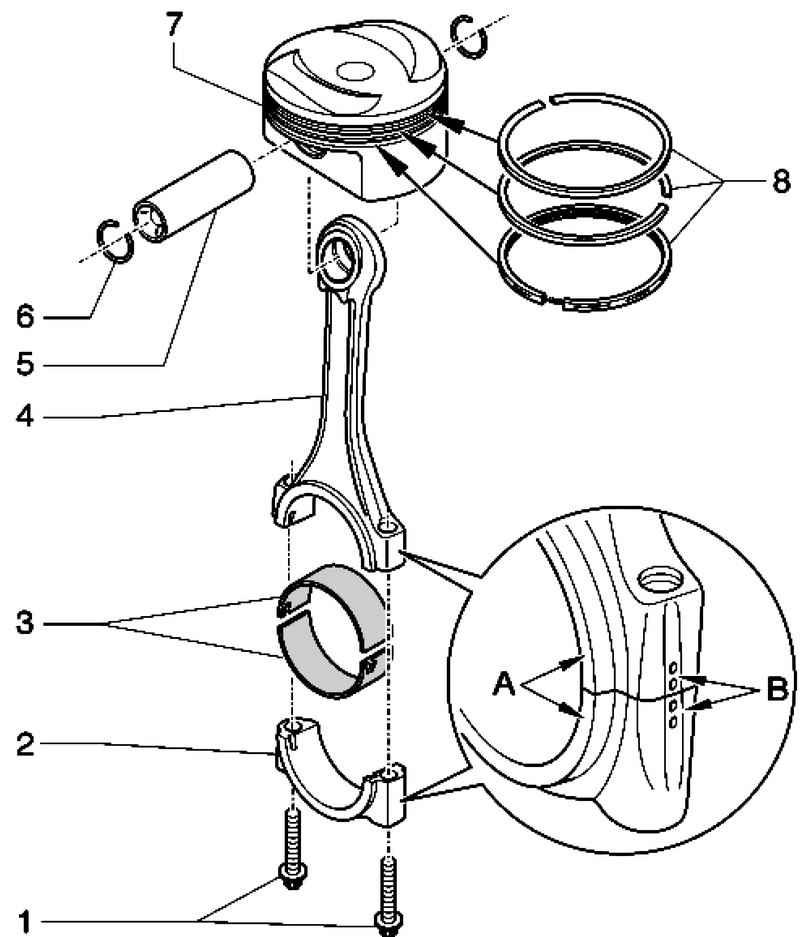
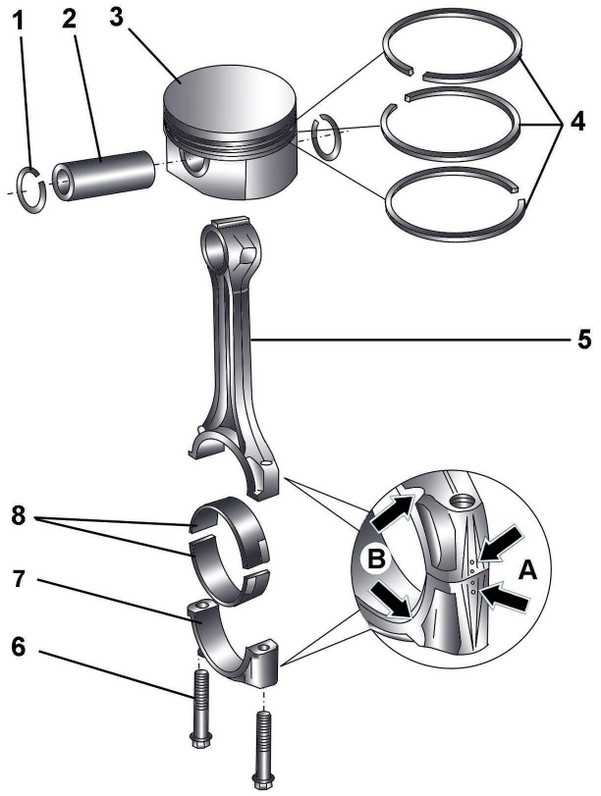
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
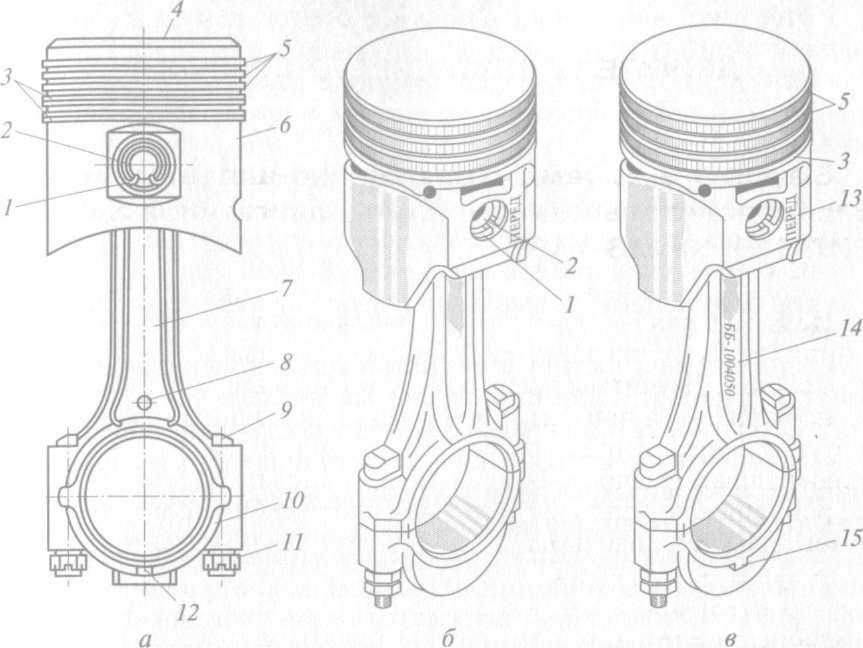
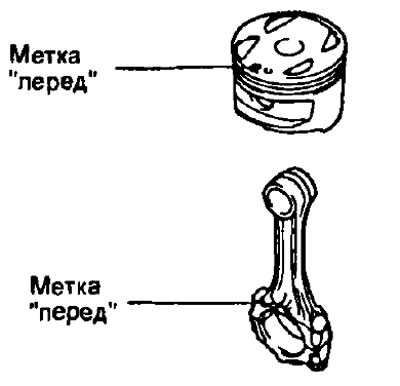
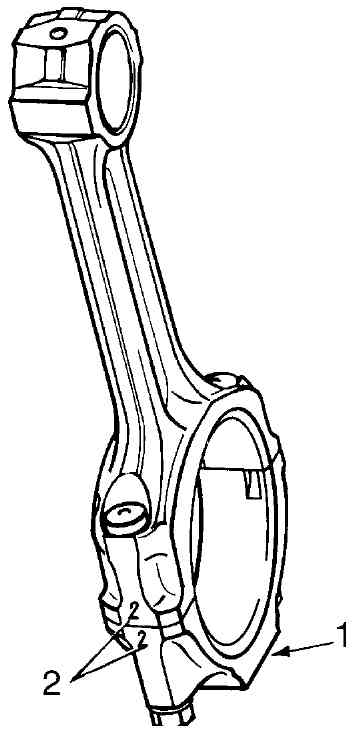
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
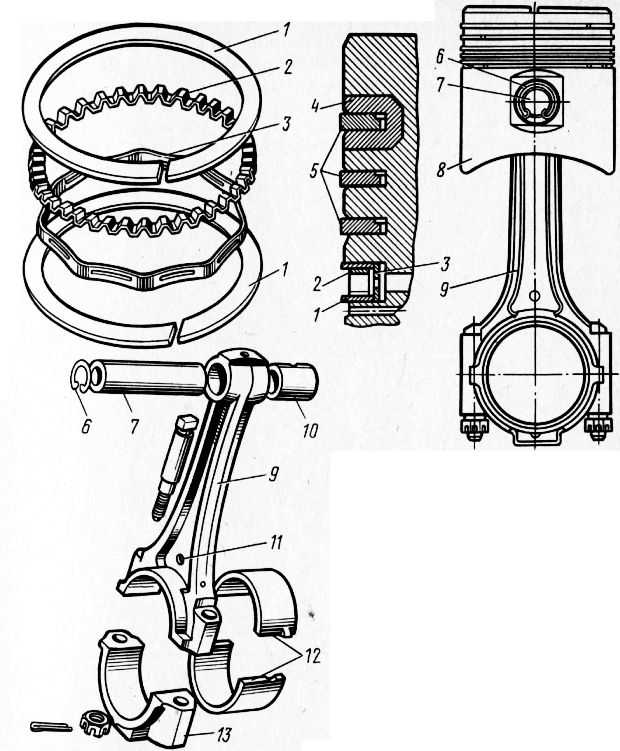
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Принцип работы цилиндро-поршневой группы
Современные двигатели внутреннего сгорания оснащены блоками, в которые входят от 1 до 16 цилиндров – чем их больше, тем мощнее силовой агрегат.
Внутренняя часть каждого цилиндра – гильза – является его рабочей поверхностью. Внешняя – рубашка – составляет единое целое с корпусом блока. Рубашка имеет множество каналов, по которым циркулирует охлаждающая жидкость.
Внутри цилиндра находится поршень. В результате давления газов, выделяющихся в процессе сгорания топливно-воздушной смеси, он совершает возвратно-поступательное движения и передает усилия на шатун. Кроме того, поршень выполняет функцию герметизации камеры сгорания и отводит от нее излишки тепла.
Поршень включает следующие конструктивные элементы:
- Головку (днище)
- Поршневые кольца (компрессионные и маслосъемные)
- Направляющую часть (юбку)
Бензиновые двигатели оснащены достаточно простыми в изготовлении поршнями с плоской головкой. Некоторые модели имеют канавки, способствующие максимальному открытию клапанов. Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Кольца, установленные в специальные канавки на поршне, обеспечивают плотность и герметичность его соединения с цилиндром. В двигателях разного типа и предназначения количество и расположение колец могут отличаться.
Чаще всего поршень содержит два компрессионных и одно маслосъемное кольцо.
Компрессионные (уплотняющие) кольца могут иметь трапециевидную, бочкообразную или коническую форму. Они служат для минимизации попадания газов в картер двигателя, а также отведения тепла от головки поршня к стенкам цилиндра.
Верхнее компрессионное кольцо, которое изнашивается быстрее всех, обычно обработано методом пористого хромирования или напылением молибдена. Благодаря этому оно лучше удерживает смазочный материал и меньше повреждается. Остальные уплотняющие кольца для лучшей приработки к цилиндрам покрывают слоем олова.
С помощью маслосъемного кольца поршень, совершающий возвратно-поступательные движения в гильзе, собирает с ее стенок излишки масла, которые не должны попасть в камеру сгорания. Через дренажные отверстия поршень «забирает» масло внутрь, а затем отводит его в картер двигателя.





Направляющая часть поршня (юбка) обычно имеет конусную или бочкообразную форму – это позволяет компенсировать неравномерное расширение поршня при высоких рабочих температурах. На юбке расположено отверстие с двумя выступами (бобышками) – в нем крепится поршневой палец, служащий для соединения поршня с шатуном.
Палец представляет собой деталь трубчатой формы, которая может либо закрепляться в бобышках поршня или головке шатуна, либо свободно вращаться и в бобышках, и в головке (плавающие пальцы).
Поршень с коленчатым валом соединяется шатуном. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленвала, а стержень совершает сложные колебательные движения. Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
Коленчатый вал двигателя
Коленвал – это цельнометаллическая конструкция, имеющая своеобразную форму. С его помощью осуществляется сглаженная работа всех цилиндров. Например, при положении одного в верхней мертвой точке другой находится в нижней, а третий с четвертым – на подходе к ВМТ и НМТ соответственно. Между поршнем и коленчатым валом установлен шатун. Он подвижно закреплен с обоих краев. Когда проводится ремонт поршневой группы, обязательно заменяются вкладыши на месте соединения шатуна с коленчатым валом.
Скольжение шатуна на коленчатом валу обеспечивают вкладыши с канавками. По ним поступает масло, которое смазывает поверхности и уменьшает трение. Коленвал с одной стороны имеет маховик – тяжелый сбалансированный металлический диск, который позволяет избавиться от незначительных вибраций, возникающих при работе. С другой стороны устанавливаются шкивы для привода газораспределительного механизма и дополнительного оборудования (ГУР, компрессор кондиционера, электрический генератор, и пр.).
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
Рис. Подбор поршня к гильзе с помощью ленты-щупа: а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
2.7. Снятие и установка распредвала
| ОБЩИЕ СВЕДЕНИЯ |
Распредвал и привод клапанов 4-цилиндрового бензинового двигателя
| 1. Крышки коренных подшипников 2. Гайка, 20 Н·м 3. Шпонка (работающая без затяжки) 4. Распредвал 5. Конусные сухари клапана 6. Наружная и внутренняя пружины клапана 7. Направляющая клапана. Ремонтное исполнение с буртиком 8. Головка блока цилиндров 9. Уплотнительное кольцо |
10. Направляющие клапанов 11. Клапаны 12. Заглушка 13. Заглушка 14. Нижняя тарелка пружины клапана 15. Маслосъемный колпачок 16. Верхняя тарелка пружины клапана. Обозначение: широкая фаска снаружи, фаска внутри 17. Гидравлический тарельчатый толкатель |
4-ЦИЛИНДРОВЫЙ БЕНЗИНОВЫЙ ДВИГАТЕЛЬ Снятие
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||
|
Установка
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Перед установкой при необходимости
можно проверить биение распредвала в заводских условиях. Граница износа:
0,01 мм.
2. Если на
двигателе с большим пробегом или шумами в приводе клапанов вновь будет
устанавливаться прежний распредвал, рекомендуется проверить осевой
зазор. Граница износа: 0.15 мм. Измерение проводится при снятых тарельчатых
толкателях и установленных первой и последней крышках коренных подшипников.
3. Установить новое уплотнительное
кольцо распредвала. Предварительно смазать маслом губы и внешний край
уплотнительного кольца.
4
Сделать пробную установку крышек подшипника,
обращая внимание на положение центров. Крышки должны быть установлены
так, чтобы отверстия крышек и головки блока цилиндров совпадали
При
этом обращать внимание на метки
5. Если снимались тарельчатые толкатели,
установить их на прежние места. Тарельчатые толкатели смазать тонким
слоем масла и при установке не перекашивать.
Предупреждение
Тарельчатые
толкатели местами менять нельзя!
6. Смазать маслом и установить распредвал.







Предупреждение
При этом кулачки
1 цилиндра должны быть направлены вверх. Установить крышки подшипников
согласно меткам
Обращать внимание на положение центров
7. Затянуть крышки 2 и 4 крест-накрест
моментом 20 Н·м.
8. Установить 1 и 3 крышки и затянуть
моментом 20 Н·м.
9. Установить шпонку распредвала.
Установить приводную шестерню и затянуть моментом 80 Н·м, удерживая
при этом зубчатое колесо шипом.
10
Надеть зубчатый ремень на зубчатое
колесо распредвала, обращая внимание на правильное положение промежуточного
вала и виброгасителя (см. подраздел 2.5.2)
11. Натянуть зубчатый ремень (см.
подраздел 2.5.1).
12
Установить новую прокладку крышки
головки блока цилиндров, осторожно затянув болты крышки моментом 10
Н·м. 13
Установить ограждение зубчатого
ремня
13. Установить ограждение зубчатого
ремня.
Предупреждение
Если будут
установлены новые тарельчатые толкатели, двигатель в течение примерно
30 минут запускать нельзя, в противном случае клапана упрутся в
поршни!
Шатун поршня: назначение, конструкция, основные неисправности
Рассмотрим конструкционные особенности шатуна поршня, основные проблемы, которые могут возникать при его работе, и способы их профилактики. Шатун передает энергию от поршня к коленчатому валу. При этом он совершает два вида движения: круговое и возвратно-поступательное. Первое происходит в месте соединения его нижней головки с коленвалом, второе – в зоне соединения верхней головки с поршнем. Вследствие такой конструкции шатун постоянно испытывает высокие нагрузки во время работы.
Шатун поршня состоит из следующих элементов.
Поршневая головка
Верхняя (поршневая) головка представляет собой цельную неразборную конструкцию, которая соединяется с поршнем при помощи пальца: плавающего или фиксированного.
В верхней головке плавающего пальца обычно расположены бронзовые или биметаллические втулки. Если их нет, палец свободно двигается в отверстии головки шатуна. Для того, чтобы данный механизм функционировал нормально, ему требуется достаточное количество смазки.
Чтобы обеспечить необходимый уровень натяга, фиксированный палец вставляется в цилиндрическое отверстие меньшего диаметра.
Так как на верхнюю головку действуют очень высокие нагрузки, она имеет трапециевидную форму. Это позволяет увеличить опорную поверхность при работе поршня.
Кривошипная головка
Нижняя (кривошипная) головка соединяет коленчатый вал и шатун. Многие шатуны обладают разъемной кривошипной головкой, что зависит от метода сборки двигателя. Крышку головки с шатуном соединяют болты, штифты или бандажное крепление.
На каждый шатун можно установить только ту крышку, которой он оснащался с завода, так как она обладает определенным весом и размером. При ремонте данную деталь заменить нельзя.


По расположению стержня головка может быть прямой или косой. Последняя характерна для V-образных двигателей и используется для уменьшения размеров силового агрегата.
Покрытие может наноситься как на заводе-изготовителе, так и при дальнейшем обслуживании двигателя в условиях гаража или автосервиса. Для защиты подшипников скольжения и других деталей силового агрегата оптимально подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Чаще всего его применяют на юбках поршней, дроссельных заслонках, вкладышах распредвала, подшипниках скольжения.
MODENGY Для деталей ДВС обладает следующими преимуществами:
- Имеет широкий диапазон рабочих температур: от -70 до +260 °C
- Повышает КПД двигателя
- Снижает трение и износ
- Защищает детали от задиров в режиме масляного голодания
- Снижает расход топлива
- Отверждается при комнатной температуре
Совместно с покрытием рекомендуется использовать Специальный очиститель‑активатор MODENGY. Он не только убирает разнородные загрязнения с поверхностей, но и образует пленку, улучшающую адгезию покрытия с основанием.
Силовой стержень
Силовой стержень многих шатунов имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях используются более прочные и массивные детали, чем в бензиновых. В спорткарах устанавливаются шатуны, изготовленные из алюминия. Благодаря такому решению снижается масса автомобиля.
Все шатуны должны иметь одинаковый вес, в противном случае усилятся вибрации при работе силового агрегата.
Из чего изготавливают шатуны?
Каждый производитель стремится уменьшить вес деталей КШМ и снизить производственные затраты. Но так как на шатуны в процессе работы двигателя воздействуют высокие нагрузки, уменьшать их массу нежелательно – это может пагубно отразиться на прочности изделий.
При массовом производстве шатуны для бензиновых двигателей изготавливают из специального чугуна методом литься. Это позволяет добиться практически идеального соотношения прочности и стоимости деталей.
В дизельных силовых агрегатах шатуны испытывают более высокие нагрузки, поэтому их производят из легированной стали методом горячей ковки или горячей штамповки. Получаемые детали прочнее, но при этом дороже литых.
В мощных автомобилях и спорткарах используются шатуны из титановых и алюминиевых сплавов. Они в два раза легче стальных и чугунных, что позволяет снизить вес двигателя и увеличить его оборотистость.
Большое значение играет конструкционный материал, из которого изготовлены болты крепления крышки шатунной головки. Их производят из высоколегированной стали, предел текучести которой в 2-3 раза больше, чем у обычной углеродистой.
Почему шатуны выходят из строя?
Основной причиной выхода шатунов из строя является износ деталей. Верхняя головка редко подвергается ремонту, а рабочий ресурс втулки нередко оказывается равен ресурсу самого двигателя.



